





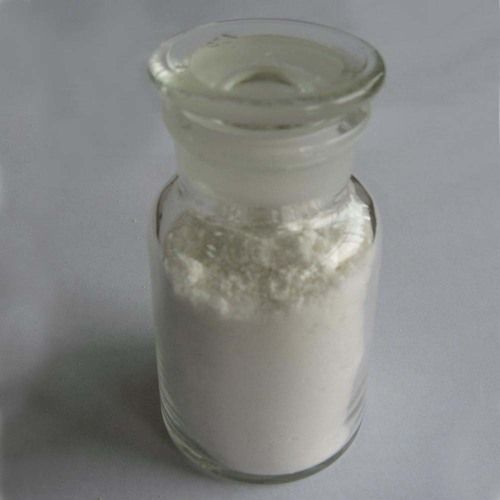
Buffer Concentrate - Phosphate Blend For 500 Ml Buffer Solution, Analytical Grade, Odorless White Powder Or Liquid, Highly Soluble In Water, Maintains Ph 6.8 To 7.4, >98% Purity, Shelf Life 12-24 Months
Price:
Get Latest Price
In Stock
Product Specifications
| CAS No | Varies based on phosphate salts used commonly 7558-79-4 (disodium phosphate) or 7778-77-0 (monopotassium phosphate) |
| Usage | Diluted to prepare a buffer solution with desired pH typically to achieve 500 mL of a working solution |
| Storage | Other, Store in a cool dry place away from incompatibles and moisture |
| EINECS No | Varies based on composition e.g. 231-448-7 (disodium phosphate) or 231-913-4 (monopotassium phosphate) |
| Smell | Other, Odorless |
| Density | 1.0 Gram per cubic centimeter(g/cm3) |
| Taste | Bland, Other |
| Application | Other, Used in laboratory settings for pH stabilization in biochemical and molecular biology experiments |
| Shape | other, Not applicable (Liquid or powder form lacks a distinct shape) |
| Ingredients | Primarily phosphate salts like disodium phosphate or monopotassium phosphate |
| Solubility | Highly soluble in water |
| Molecular Weight | Depends on the specific composition commonly around 96-174 g/mol |
| Grade | Analytical or Laboratory grade |
| Refractive Rate | Not typically measured for buffers |
| Structural Formula | Mixture varies based on phosphate salts |
| Properties | Buffers pH effectively in the range of 6.5 to 7.5 |
| Ph Level | Buffer solutions maintain a pH of around 6.8 to 7.4 |
| Molecular Formula | Varies based on phosphate composition typically HPO4 or PO4 derivatives |
| HS Code | 382200 |
| Appearance | White crystalline powder or clear liquid |
| Physical Form | Other, Liquid or powder form depending on the concentrate type |
| Melting Point | Not applicable for buffer solutions in liquid form |
| Poisonous | NO |
| Shelf Life | Typically 12-24 months under proper storage conditions |
| Purity | Typically >98% |
Company Details
With globalization, India has become one of the major manufacturing hubs of chemicals. The increasing population, strong export demand and massive dependence of the domestic market on chemicals are the fundamental growth drivers of the Indian chemical industry. Since the per-capita chemical consumption in the South Asian countries, especially in India, is comparatively lower than the Western countries, it provides a great scope of new investments on new segments like industrial chemicals. Seizing the opportunity, we, A. B. Enterprises, entrenched our roots as an exporter, manufacturer, wholesaler and distributor of Industrial Chemicals.
Every company faces challenges on its way to becoming a market leader. It has been almost 37 years since we commenced our business operations of offering Industrial Chemicals and like many others, our business too has not been a walk in the park. We have faced many business challenges in terms of finances, production, sales and market exploration, but with our unwavering commitment to business values of responsibility, integrity and quality, we have always kept pace with our goals. Overcoming our business challenges and then making our way up to the ladder of success has been our business ideology since the beginning. Such ups and downs in business have only made us better and stronger, and experience a consistent growth rate.
With Asia's accelerating contribution to the International chemical industry, India has been emerging as one of the major nations manufacturing and exporting Industrial Chemicals globally. And, being a part of such a massive business segment provides us with great opportunities. Acknowledging the fact that knowledge is power and an opportunity lies around every corner, we use market research to have a better perspective of the market and the target audience. We have a modern R&D unit led by qualified and experienced research analysts, engineers and developers who never fail at identifying all the potential business risks and then turn those risks into opportunities. R&D also supports us in researching the right methods of processing chemical compositions and formulations in bulk, and are competitively effective for innumerable purposes.
Quality
We come up with methods to ensure that our Industrial Chemicals are manufactured according to the right formulae without any waste. We have a team of quality analysts that analyzes and tests Industrial Chemicals on the basis of their composition, formulation and effectiveness for safe use in Pharmaceuticals, Textiles, Petrochemicals, Agrochemicals and Polymers. Important parameters that our experts consider while testing our Industrial Chemicals are cited below:
- -Physical properties
- -Chemical properties
- -Safety regulations set by industrial experts, etc.
Being assiduous from the beginning ensures we always pass with flying colors when anyone evaluates our capability through the quality of our offerings.
Convenient Chemical Packaging
Industrial Chemicals may pose health hazards but when packed properly and provided with simple handling instructions, their usage becomes quite convenient. From using top-of-the-line packaging material for packing our Industrial Chemicals to listing simple usage instructions on the packaging, we focus on everything. We ditch the ancient methods, and protect our offered Industrial Chemicals from exposure to moisture and other elements by using chemical-proof packaging materials. Besides, reliable packaging prevents any spoilage or spillage during the movement of consignments from one place to the other.
Why Do Business With A. B. Enterprises?
Many of you may want to know if A. B. Enterprises really is the right choice as a seller of Industrial Chemicals? We have listed down the simplest reasons to clear your doubts:
- We are facilitated with a flexible production system, which helps us fulfill the orders of our clients without compromising quality or requested compositions.
- We have been in the market for 37 years now and with such great experience are acknowledged as one of the best in the field.
- We keep making efforts to attain the results that our clients desire, be it in terms of manufacturing, quality-checking or constantly improving ourselves with time.
- Our supply chain network covers domestic, national and international markets.
Fact Sheet of A. B. Enterprises
| Nature of Business | Exporter, Manufacturer, Trader, Wholesaler, Distributor and Supplier |
| Business location | Maharashtra, India |
| Director | NA |
| Year of Establishment | 1984 |
| No. of Employees | 04 |
| No. of Production Lines | 02 |
| Monthly Production Capacity | 20 Tonnes (chemical)/5,000 Pieces (industrial supply) |
| Export Percentage | 10% |
| Export Markets | Canada, Dubai and Bahrain |
| Capital in Rupees | INR 25 Lakh |
| GST No. | 27AAAFA2099R1ZY |
| TAN No. | MUMA33880A |
| Banker | ICICI BANK |
| I.E. Code | NA |
| Warehousing Facility | NA |
Business Type
Exporter, Importer, Manufacturer, Distributor, Supplier, Trading Company, Wholesaler, Retailer
Employee Count
9
Establishment
1984
Working Days
Monday To Saturday
GST NO
27AAAFA2099R1ZY
Related Products

1.5 - Diphenyl Carbazone - Cas No: 538-62-5
Price: 13500 INR
MOQ - 10 Kilograms/Kilograms
New Alliance Fine Chem Private Limited
Mumbai, Maharashtra
N - Bromosuccinimide - Cas No: 128-08-5
MOQ - 5 Kilograms/Kilograms
Mody Chemi Pharma Ltd
Mumbai, Maharashtra
Organic Compounds - Cas No: 87-51-4
MOQ - 50 Kilograms/Kilograms
Forbes Pharmaceuticals
Mumbai, Maharashtra
Barium Petroleum Sulfonate Grade: Technical Grade
Price: 185 INR
MOQ - 180 Kilograms/Kilograms
Goodway Chemicals Pvt. Ltd.
Mumbai, Maharashtra

Apcobuild Gypbind Chemical Compound - Application: Constructio
Price: 3068 INR
MOQ - 1 Pack/Packs
Riddhi Enterprise
Mumbai, Maharashtra

Isothiazoline Chemical Compound Grade: Industrial Grade
Price: 20 INR
MOQ - 25 Kilograms/Kilograms
Jigchem Universal
Mumbai, Maharashtra
Sorbitol Powder - Ultra-Fine Granule Texture | Natural Sweetener Alternative, Low-Calorie Profile, Perfect for Baking
Price: 5000 USD ($)
Uma Brothers
Mumbai, Maharashtra

Pyridine Chemical Compound Cas No: 110-86-1
MOQ - 25 Kilograms/Kilograms
Yogi Dye Chem Industries
Mumbai, Maharashtra

Waterproofing Chemical - Technical Grade Cement, 1kg Size, White Color | Purity 98%, Low Water Absorption 3%
Price: 60 INR
MOQ - 50 Kilograms/Kilograms
Kings International
Mumbai, Maharashtra

Explore Related Categories












More Product From This seller










Seller Details
GST - 27AAAFA2099R1ZY
Mumbai, Maharashtra
Partner
Mr Manoharlal Bang
Members since
21 Years
Address
B-Wing, 711, Damji Shamji Corporate Square, Laxmi Nagar, Mumbai, Maharashtra, 400075, India
chemical compound in Mumbai
Report incorrect details












