Api 5ct तेल आवरण पाइप - हेबेई योशेंग पेट्रोलियम स्पेशल पाइप सीओ.
Price:
नवीनतम कीमत पता करें
स्टॉक में
उत्पाद अवलोकन
प्रमुख विशेषताऐं
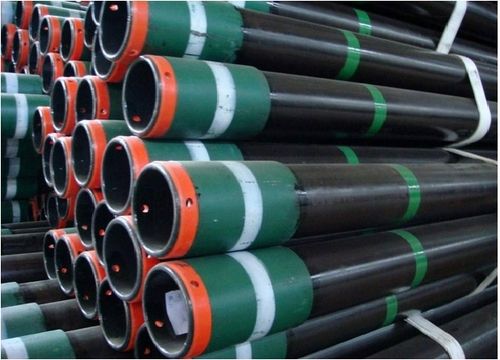
API 5CT तेल आवरण पाइप की विशिष्टता: @ डब्ल्यूटी 5.21-22.22 मिमी @ वजन (थ्रेड और कपलिंग शामिल करें): 48.07-86.91kg/m @ ग्रेड: एच 40, जे 55, के 55, एन 80-1, एन 80-क्यू, सी 95, सी 90, एल 80-1, एम 65, टी 95, पी 110, क्यू 125 @ थ्रेड: एलसी, एसटीसी, बीसी, एक्ससी @ मानक: एपीआई 5CT/5B मुख्य निर्माण प्रक्रिया: 1। पहला कदम: पाथिंग टेस्टिंग जब तेल टयूबिंग पाइप डाले जाते हैं तो केसिंग पाइप को आश्वस्त करने के लिए पाथिंग परीक्षण उपलब्ध होता है। अन्य: आकार और सतह का निरीक्षण 2। दूसरा चरण: कट थ्रेड धागे को विशेष उद्देश्य वाली संख्यात्मक नियंत्रण मशीन द्वारा काटा जाता है जो थ्रेड्स को काटते समय रॉड बॉडी को स्थिर रखता है। उपकरण: थ्रेड न्यूमेरिकल कंट्रोल मशीन। 3. तीसरा चरण: थ्रेड की जांच करें इसमें शामिल हैं: आउटर/इनर स्क्रू टेपर, स्क्रू पिच और स्क्रू की ऊंचाई। 4. चौथा चरण: एनडीटी और हाइड्रोलिक दबाव परीक्षण पानी के दबाव का परीक्षण पानी के कुंड में अन्य विशेष-प्रयोजन संख्यात्मक नियंत्रण मशीन द्वारा किया जाता है। 5. पांचवां चरण: भौतिक और रासायनिक विश्लेषण हमने उन्नत रासायनिक और भौतिक निरीक्षण उपकरणों के साथ क्वालिटी कंट्रोल लैब की स्थापना की है। 6। छठा चरण: चित्रकारी परिवहन और भंडारण के समय पाइपों को वायुमंडलीय क्षरण से बचाने के लिए, हम पाइप की बाहरी सतह पर जंग-रोधी पानी आधारित पेंट लगाते हैं। 7. आखिरी: मार्किंग और पैकिंग मार्किंग में शामिल हैं: ब्रांड, एपीआई सर्टिफिकेट नंबर, एपीआई लोगो, डेट, ओडी, वेट, ग्रेड, टाइप, हाइड्रोलिक प्रेशर टेस्ट वैल्यू, थ्रेड टाइप, डी, लेंथ, फर्नेस नंबर, सीरियल नंबर।
कंपनी का विवरण
हेबेई योशेंग पेट्रोलियम स्पेशल पाइप सीओ., 1996 में हेबै के कैंगझाउ में स्थापित, चीन में पाइप और पाइप फिटिंग का टॉप निर्माता,निर्यातक,आपूर्तिकर्ता है। हेबेई योशेंग पेट्रोलियम स्पेशल पाइप सीओ. ट्रेड इंडिया के सूचीबद्ध उत्पादों के सत्यापित और विश्वसनीय विक्रेताओं में से एक है। आपूर्ति और व्यापार के अपने व्यापक अनुभव के साथ, हेबेई योशेंग पेट्रोलियम स्पेशल पाइप सीओ. ने उच्च गुणवत्ता आदि के साथ बाजार में अपने लिए एक प्रतिष्ठित नाम बनाया है। ग्राहक केंद्रित दृष्टिकोण पर ध्यान केंद्रित करते हुए, हेबेई योशेंग पेट्रोलियम स्पेशल पाइप सीओ. की अखिल भारतीय उपस्थिति है और पूरे देश में एक विशाल उपभोक्ता आधार को पूरा करता है। हेबेई योशेंग पेट्रोलियम स्पेशल पाइप सीओ. से ट्रेड इंडिया के गुणवत्ता-सुनिश्चित उत्पादों (तेल आवरण पाइप) को थोक में खरीदें।
व्यापार के प्रकार
निर्माता, निर्यातक, आपूर्तिकर्ता
स्थापना
1996
Explore in english - API 5CT Oil Casing Pipe
विक्रेता विवरण
नाम
कस्सी लिउ
पता
कांग्ज़्हौ मेंगकुन कैंगझाउ, हेबै, 061000, चीन
गलत विवरण की रिपोर्ट करें