ग्रेविटी डाई कास्टिंग - औरंगाबाद इलेक्ट्रिकल्स ल्टड.
Price:
नवीनतम कीमत पता करें
स्टॉक में
उत्पाद अवलोकन
प्रमुख विशेषताऐं
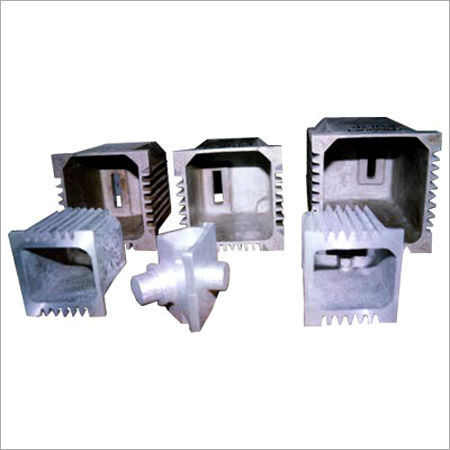
ग्रेविटी डाई कास्टिंग में पिघली हुई धातु को गुरुत्वाकर्षण की क्रिया के तहत डाई कैविटी में भर दिया जाता है। GDC में, 2 मिमी से कम अनुभाग पिघली हुई धातु को बहने नहीं देंगे, इसलिए लगभग 3 - 4 मिमी की न्यूनतम मोटाई की सिफारिश की जाती है। ग्रेविटी डाई कास्टिंग का उपयोग करके आज की आंतरिक आकार की कास्टिंग जैसे एयर इनटेक पाइप, एयर टैंक, इनलेट मैनिफोल्ड्स और ऑयल पंप का निर्माण करना आर्थिक रूप से व्यवहार्य है। पिघली हुई धातु की सतह की अशांति, नुकीले किनारे, मोल्ड की सतह की फिनिश और कोर के लिए रेत की गुणवत्ता कास्टिंग की गुणवत्ता को परिभाषित करने में प्रमुख भूमिका निभाती है। पूरे गेटिंग और रनर सिस्टम को कैविटी में धातु के अपेक्षित वेग को सुनिश्चित करने के लिए डिज़ाइन किया गया है। यह भी सुनिश्चित करता है कि पिघली हुई धातु जमने से पहले सभी गुहाओं में भर जाए। पिघली हुई धातु स्टैंड स्लैग, वायु या अन्य गैसों से मुक्त होती है। समान रूप से महत्वपूर्ण बिंदु गुच्छा से रेत के कोर को बाहर निकालना और तोड़ना और निकालना है। आज बागला समूह 150 ग्राम और 6 किलोग्राम की भार सीमा में GDC भागों का उत्पादन करता है और यूरोप और संयुक्त राज्य अमेरिका में ऑटोमोटिव आवश्यकताओं को पूरा करता है।
कंपनी का विवरण
औरंगाबाद इलेक्ट्रिकल्स ल्टड., 1985 में महाराष्ट्र के औरंगाबाद में स्थापित, भारत में कास्टिंग मरो का टॉप निर्माता,निर्यातक,आपूर्तिकर्ता है। औरंगाबाद इलेक्ट्रिकल्स ल्टड. ट्रेड इंडिया के सूचीबद्ध उत्पादों के सत्यापित और विश्वसनीय विक्रेताओं में से एक है। आपूर्ति और व्यापार के अपने व्यापक अनुभव के साथ, औरंगाबाद इलेक्ट्रिकल्स ल्टड. ने उच्च गुणवत्ता आदि के साथ बाजार में अपने लिए एक प्रतिष्ठित नाम बनाया है। ग्राहक केंद्रित दृष्टिकोण पर ध्यान केंद्रित करते हुए, औरंगाबाद इलेक्ट्रिकल्स ल्टड. की अखिल भारतीय उपस्थिति है और पूरे देश में एक विशाल उपभोक्ता आधार को पूरा करता है। औरंगाबाद इलेक्ट्रिकल्स ल्टड. से ट्रेड इंडिया के गुणवत्ता-सुनिश्चित उत्पादों (ग्रेविटी डाई कास्टिंग) को थोक में खरीदें।
व्यापार के प्रकार
निर्माता, निर्यातक, आपूर्तिकर्ता
कर्मचारी संख्या
495
स्थापना
1985
कार्य दिवस
से
जीएसटी सं
27AACCA2867L2ZD
Certification
ISO 9001-2000
Explore in english - Gravity Die Casting
इस विक्रेता से अधिक उत्पाद



















विक्रेता विवरण
जीएसटी सं - 27AACCA2867L2ZD
नाम
संजीव विजय
पता
गट नो. १०४ विलेज फरोला, ताल. पैठण, औरंगाबाद, महाराष्ट्र, 431105, भारत
गलत विवरण की रिपोर्ट करें