Hydrocarbon Recovery Systems
Price:
Get Latest Price
In Stock
Product Specifications
| Material | Stainless steel |
| Dimensions | Variable |
| Capacity | 10-1000 Nm³/h |
| Pressure | 50-500 bar |
| Temperature | -20-100°C |
| Recovery rate | 90-99% |
| Usage | Refinery, Petrochemical, Fertilizer, Natural gas industries |
| Features | Hydrocarbon recovery, Gas purification, Energy efficiency, Cost savings, Improved yield, Reduced emissions |
Product Overview
Key Features
* Hydrocarbon Recovery System is used to recover valuable hydrocarbons and to purify the light gas for reuse within the process. Applications for Vapor Sep are found throughout the Refinery, Petrochemical, Fertilizers, Natural gas industries.
* Vapor Sep process combines membrane vapor separation with compression condensation. The feed gas is compressed and cooled, condensing a portion of the hydrocarbons.
* The liquid is recovered for reuse and the remaining gas, which still contains a significant amount of hydrocarbon is fed to the Vapor Sep membrane. The membrane separates the gas into two streams: a permeate stream containing most of the hydrocarbons and a residue stream which contains the purified light gas.
* The permeate is recycled to the inlet of the compressor while the residue stream is vented or reused. Some Vapor Sep systems are even simpler, consisting of only membranes.
* In conventional membranes, separation is accomplished primarily by differences in diffusion rates due to differences in molecular size. In contrast, the Vapor Sep membrane separates on the basis of solubility.
Company Details
Focusing on a customer-centric approach, Mixrite Engineering Company has a pan-India presence and caters to a huge consumer base throughout the country. Buy Chemical Machinery in bulk from Mixrite Engineering Company at Trade India quality-assured products.
Business Type
Manufacturer, Supplier
GST NO
27AAXFM6165B1ZX
Related Products


Body Flange Reactor Mixing
Price: 100000 INR
MOQ - 1 Unit/Units
Sunrise Process Equipments Private Limited
Mumbai, Maharashtra
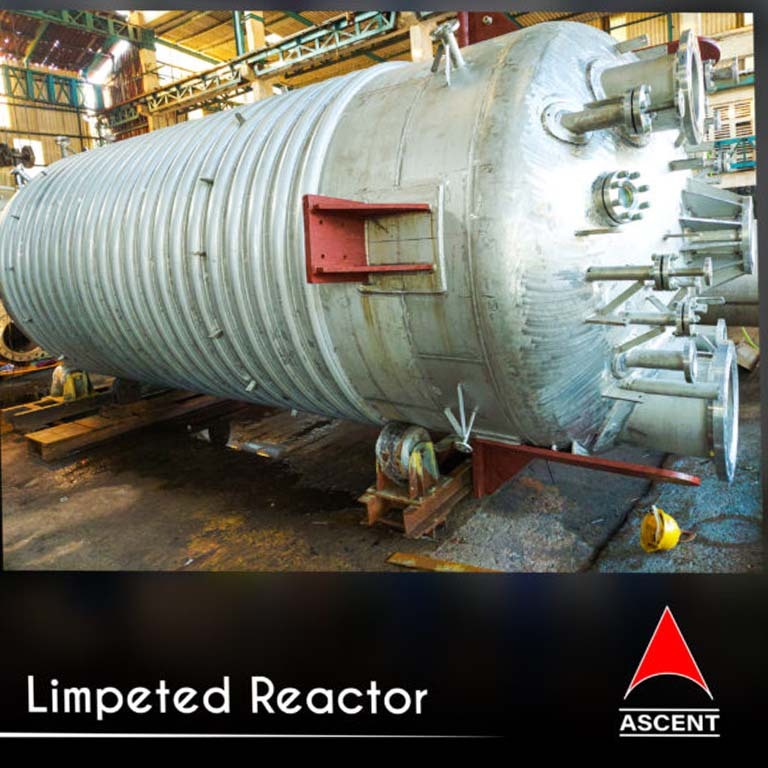
Limpet & Jacketed Reactors - SS304/SS316, 100-20,000 Liters, Gray | Automatic PLC Control, Versatile Heating Options, Leak-Proof Design
MOQ - 1 Unit/Units
Ascent Machineries & Engg. Services
Mumbai, Maharashtra


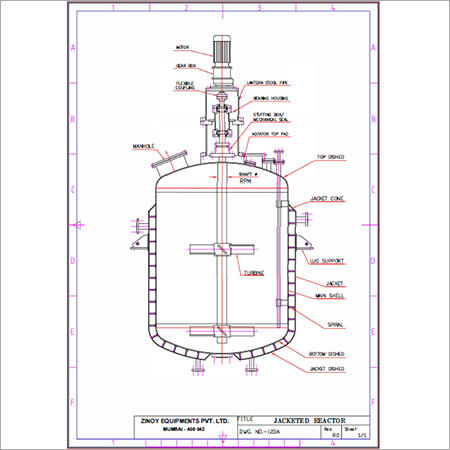
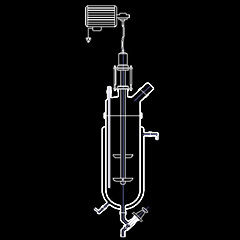
Jacketed Reactor - Customized Design with Cooling Coil and Hot Oil Heating System, Temperature Control Features
Standard Scientific Glass Industries
Mumbai, Maharashtra


Jacketed Reactors - Premium Quality Materials, Different Sizes & Models , Extra Strength, Uniform Heating/Cooling, Form Cutter Vessel Design
Vaibhav Industries
Mumbai, Maharashtra

15 KL Total Capacity SS316 Jacketed Reactor (Gas Induction Reactor)
Unique Chemoplant Equipments
Mumbai, Maharashtra
Explore Related Categories







More Product From This seller








Seller Details
GST - 27AAXFM6165B1ZX
Mumbai, Maharashtra
Manager
Mr Nishith K. Kumbhani
Address
Plot No-22, New Apollo Estate, Mogra lane, Andheri East, Mumbai, Maharashtra, 400069, India
jacketed reactors in Mumbai
Report incorrect details