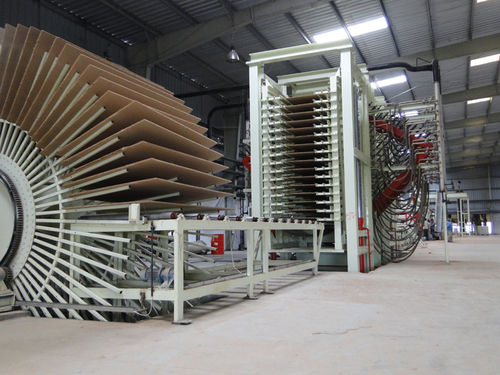
हम बहुत मानते हैं कि निर्माता, निर्यातक और आपूर्तिकर्ता लिनी, शेडोंग, चीन में पार्टिकल बोर्ड लाइन बनाने की मशीन का पर्याप्त वर्गीकरण करते हैं। यह लाइन छोटे आकार के लॉग, शाखाओं, लकड़ी के अपशिष्ट पदार्थ जैसे कोर, कुचल लिबास, लॉग ऑफकट्स, प्लाईवुड स्क्रैप, रीड, कॉटन स्टेम, केन, रेस स्ट्रॉ के साथ-साथ ग्रेडिएंट संरचना और समरूप संरचना उच्च गुणवत्ता वाले कण बोर्ड का उत्पादन करने के लिए अन्य सामग्री का उपयोग कर रही है। इस तरह के बोर्ड का उपयोग फर्नीचर, निर्माण, पैकेजिंग और सजावट में व्यापक रूप से किया जाता है। उत्पादन की प्रक्रिया 1। लकड़ी की शेविंग की तैयारी अनुभाग विकल्प I ड्रम चिपर फीडिंग बेल्ट कन्वेयर को भेजी गई लकड़ी, टहनियाँ और अन्य छोटी और छोटी सामग्री। चिपर द्वारा काटे गए योग्य लकड़ी के चिप्स को डिस्चार्जिंग बेल्ट कन्वेयर और बकेट एलेवेटर के माध्यम से मध्यवर्ती भंडारण के लिए लकड़ी के चिप डिब्बे में भेजा जाता है। फिर चिप्स को रिंग फ्लेकर द्वारा योग्य लकड़ी के छीलन में बनाया जाता है और गीले शेविंग्स बिन में हवा में पहुंचाया जाता है। विकल्प II लकड़ी के कच्चे माल को एक फीडिंग कन्वेयर द्वारा लंबे लॉग फ्लेकर में डाला जाता है, और योग्य शेविंग में काटा जाता है और गीले शेविंग्स साइलो में हवा में पहुंचाया जाता है। विकल्प III लंबी लकड़ी और अन्य लंबे उत्पादों को एक फीडिंग कन्वेयर द्वारा लंबे लॉग फ्लेकर में भेजा जाता है, और एक बार योग्य शेविंग में काट दिया जाता है और गीले प्लानर बिन में हवा में पहुंचा दिया जाता है। ड्रम चिपर फीडिंग बेल्ट कन्वेयर को भेजी जाने वाली शाखाएं और अन्य छोटी सामग्री। चिपर द्वारा काटे गए योग्य लकड़ी के चिप्स को मध्यवर्ती भंडारण के लिए लकड़ी के चिप के डिब्बे में भेजा जाता है। फिर चिप्स को रिंग फ्लेकर द्वारा योग्य लकड़ी के छीलन में बनाया जाता है और हवा को गीले शेविंग्स बिन में पहुंचाया जाता है। 2। ड्रायिंग और स्क्रीनिंग सेक्शन गीले बिन से मात्रात्मक रूप से आउटपुट शेविंग्स को स्क्रू कन्वेयर के माध्यम से रोटरी ड्रायर में फीड किया जाता है। फिर सूखे लकड़ी के छीलन को एक स्क्रू कन्वेयर द्वारा स्क्रीनिंग के लिए स्क्रीन मशीन पर भेजा जाता है। ड्रायर के स्क्रू कन्वेयर पर स्पार्क डिटेक्शन डिवाइस दिया गया है। एक बार अलार्म चालू हो जाने के बाद, सूखी सामग्री को सिस्टम के बाहर स्वचालित रूप से डिस्चार्ज किया जा सकता है। चयनित रफ शेविंग्स को शेविंग मशीन में फिर से प्रोसेस किया जाता है, और सिव्ड कोर लेयर शेविंग्स के साथ मिलकर स्क्रू कन्वेयर द्वारा एयर-सेपरेटर तक पहुँचाया जाता है। स्क्रीन की गई योग्य सतह की छीलन हवा से सतह के शेविंग्स साइलो तक पहुंचाई जाती हैं। इंटरमीडिएट स्टोरेज के लिए योग्य एयर-सेपरेटेड शेविंग्स को कोर शेविंग्स स्टोर में भेजा जाता है। वर्गीकृत मोटे पदार्थ को पीसने वाली मशीन में भेजा जाता है और कुचल दिया जाता है, और फिर स्क्रीन की गई कोर लेयर शेविंग्स के साथ जोड़ा जाता है और फिर सतह शेविंग्स साइलो तक हवा पहुंचाई जाती है। कोर परत और सतह परत के विभिन्न अनुपातों के अनुसार जब अलग-अलग मोटाई उत्पन्न होती है, तो मोटे छीलन के हिस्से को सतह की छीलन बनाने के लिए मात्रात्मक रूप से पीसने वाली मशीन में स्थानांतरित किया जा सकता है। 3। गोंद तैयार करने वाला अनुभाग इस सेक्शन में पैराफिन इमल्शन और क्योरिंग एजेंट सॉल्यूशन, एडिटिव स्टोरेज और मिक्सिंग ग्लू प्रिपरेशन और ग्लू सिस्टम की तैयारी और डिलीवरी शामिल है। मिश्रित गोंद को केंद्रीकृत ग्लूइंग मिक्सर में आनुपातिक किया जाता है। पीएलसी प्रोग्राम द्वारा नियंत्रित, स्वचालित मीटरिंग, निरंतर अनुपात और मात्रात्मक गोंद और समायोजन की अनुमति है। 4। आकार देने वाला अनुभाग कोर और सतह की परत अलग-अलग आकार ले रही है। लकड़ी के छीलन को साइलो से मात्रात्मक रूप से आउटपुट किया जाता है, एक वाइब्रेटिंग फीडर से गुजारा जाता है, और लगातार एक मीटरिंग डिवाइस द्वारा तौला जाता है और फिर समान रूप से एक रिंग-टाइप मिक्सर में प्रवेश किया जाता है। ग्लू मिक्सर पूरी तरह से आने वाली शेविंग्स को एटमाइज्ड ग्लू के साथ मिलाता है, समान रूप से ग्लू लगाता है, और शेविंग्स की मात्रा में परिवर्तन के अनुसार ग्लू की मात्रा को स्वचालित रूप से समायोजित करता है, ताकि निरंतर आकार की दर बनी रहे। 5। फॉर्मिंग और हॉट प्रेस सेक्शन आकार देने के बाद, सतह और कोर लेयर शेविंग्स को बेल्ट कन्वेयर के माध्यम से मोबाइल एयरफ्लो बनाने वाली मशीन में भेजा जाता है। विपरीत एयरफ्लो नोजल के दो समूह शेविंग्स को बाहर निकालते हैं ताकि पार्टिकलबोर्ड स्लैब को महीन और समान ऊपरी और नीचे की परतों और साइज़-ग्रेड संरचना के साथ बनाया जा सके।